
 Process
SLITTER LINE PROCESS
Process
SLITTER LINE PROCESS
The slitter line cuts the top of the input coil while continuously uncoiling the input coil, and then slits it in the width direction within the allowable tolerance limit based on the width requested by the customer. The slit strip is taken out after recoiling equally while giving a certain tension.
-
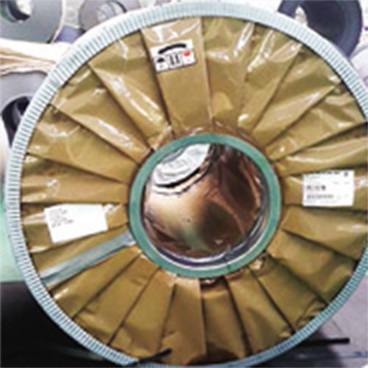 01 Incoming the coil
01 Incoming the coilConfirm that the product name, thickness, width, weight, and material number of the coil are consistent with the production instructions.
※ Appearance inspection upon arrival -
 02 Unpacking
02 UnpackingRemove steel bands and wrapping paper outside the coil
※ Inspection before input -
 03 COIL CAR
03 COIL CAREquipment that transfers and charges the COIL carried on the COIL SKID to the UNCOILER
-
 04 UNCOILER
04 UNCOILEREquipment that makes processing possible by loosening the coil
※ Thickness, width, and surface inspection -
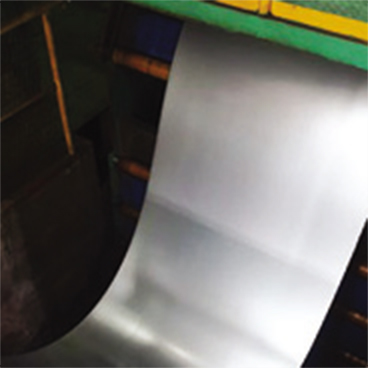
 05 THREE ROLL
05 THREE ROLLEquipment to facilitate sheet accommodation by transferring the top part of the coil
-
 06 #1 LOOP
06 #1 LOOPEquipment that enables speed synchronization with SLITTER and smooth centering work
-
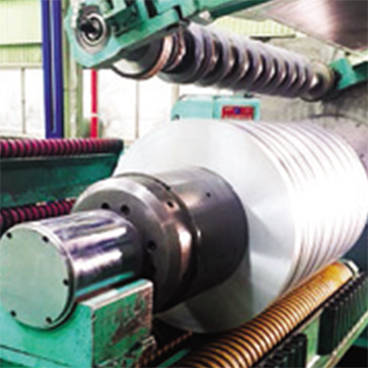
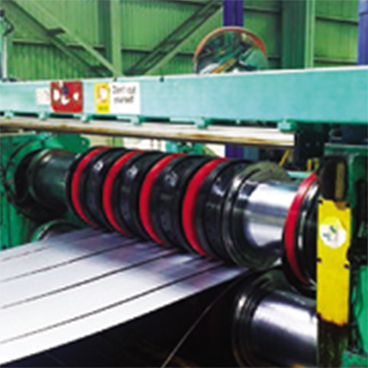 07 SLITTER
07 SLITTEREquipment that sets and slits the width of the product according to the demand of the customer
※ Check whether the processed product is defective, such as deflection, wave, or nick -
 08 #2 LOOP
08 #2 LOOPCheck whether the processed product is defective, such as deflection, wave, or nick
-
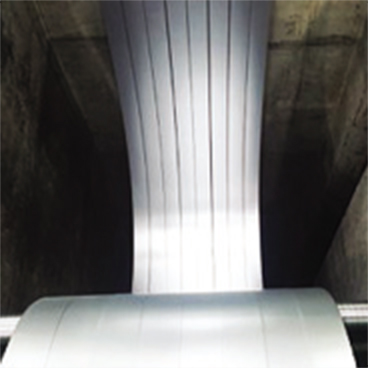
 09 SEPARATOR
09 SEPARATORRecoiling of product smoothly by adjusting the partition
-
 10 BELT BRIDLE
10 BELT BRIDLEEquipment for smooth recoiling and generating a constant pressure in the strip
※ Surface warranty -
 11 BRIDLE ROLL
11 BRIDLE ROLLEquipment that detects the LINE SPEED and the length of SKELP and adjusts the tension
-
 12 RECOILER
12 RECOILEREquipment for rewinding processed products
-
 13 Packing
13 PackingBinding the processed product with steel bands for easy movement according to the demand of the customer
-
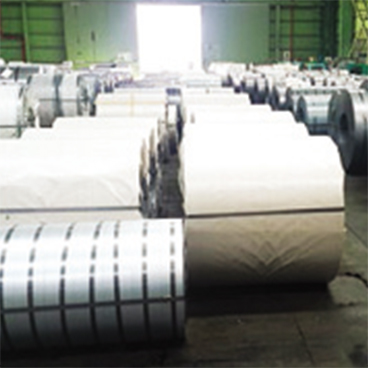 14 Product storage
14 Product storageStore in SKELP Zone for each company to enable rapid shipment using CRANE
-
 15 Shipment
15 ShipmentProducts are selected based on the shipping order and shipped after loading
※ Appearance inspection at shipment
-
 Confirmation and measurement of raw materials before input
Confirmation and measurement of raw materials before inputMaterial number, thickness, width
-
 Product inspection
Product inspectionProduct width, product thickness, surface, shape
-
 Product inspection after completion of work
Product inspection after completion of workMeasurement of the overall product width and each product width